-

-

-

-

-

-

裤子的修改方法大全—雅颂改衣连载 日期:2014-03-22 11:17:19
【简介】我们在日常的修装修改工作中难免会遇到各种各样的裤子修改问题,本文特将一些我们雅颂改衣在平时修改工作中遇到最多的裤子修改问题阐述出来,并一一列举了解决方案,以供广大的修改爱好者学习参考。(如有不对的地方勿喷哈).....
了解详情 -

雅颂改衣教你怎么修改裙子-雅颂改 日期:2014-03-21 01:19:43
【简介】 我们在修改中常遇到的需要修改的裙子问题基本上都是大了偏小了,但难免也会遇到如裙子需要从上面修改、裙子腰下起涌、裙子臀围线不正等等问题,现在我们雅颂就来说说遇到这些问题的一些处理办法.....
了解详情 -

毛衣织补不求人—雅颂教你毛衣简单 日期:2014-01-02 22:45:14
【简介】 雅颂毫无保留,手把手教你毛衣织补技术。以应对有些时候遇到的一些毛衣织补问题,从此毛衣织补永不求人。雅颂织补成都最好的毛衣织补实体店,绝对能百分百还原你的每一件心爱的毛衣。.....
了解详情
简介: 第三章各种织物纤维的特点一、纤维知识人们穿着的服装都是由各种纤维纺织而成的,包括动物纤维、植物纤维、化学纤维,这是总体概念。从事织补工作的人为什么要懂得各种纤维的性能特点呢?这是因为正确掌握好各种纤
第三章各种织物纤维的特点
一、纤维知识
人们穿着的服装都是由各种纤维纺织而成的,包括动物纤维、植物纤维、化学纤维,这是总体概念。从事织补工作的人为什么要懂得各种纤维的性能特点呢?这是因为正确掌握好各种纤维的性能特点,与织补质量工作效率的提高有着密切的关系,是在日常工作中不能忽视的环节。
织物纤维大致有以下几种:
1.单毛纤维
单毛纤维又称单股毛纤维。单毛纤维的特点是易断、易毛、易剥皮。单股毛纤维织物分布有:单毛派力司、单毛新华呢、单毛哔叽、单毛直贡呢、单毛横贡呢、单毛女衣呢、单毛牙签条等。单毛纤维织物织补小洞尚可;织补破洞较大的洞型,用单毛纤维经丝(横丝)就有一定的 难度。织补小洞时要在织几根后就向“左”转一转,保持纤维转度,这样能使纤维光滑不起毛,增强牢度。织补较大的洞型时,经丝(横线)可由 同色丝线或同色真丝纤维代替。代用经丝(横线)有以下好处:①加 强经丝牢度。②挑压自如容易排列。③不会起毛。
2.双毛纤维
双毛纤维是指双股毛纤维。双股毛纤维的特点是:纤维弹性好, 牢度比单股毛纤维增强50%。双股毛纤维用途广泛,绝大多数织物经纬丝都是由双股毛纤维纺织而成。双股毛对织补来说提供了一定的有利因素,它有较强的拉力,挑压不会起毛。但是双股毛纤维,绝大多数是经毛条染色,纺织成织物的,普通有“内芯夹生”的现象,即里层与外层颜色有差异,因此在织补时特别要注意纤维松转。如果不注意纤维松转,就会出现松丝,织补后色泽异常发白;如果纤维旋得过紧,织补后就会出现紧丝和黑影。因此,织补时要充分利用双股毛的有利因素,恰如其分地把握住纤维特点,织补好每个破洞。
3.花呢纤维
花呢纤维是指纤维混色的织物,人们通常将混色织物都称之为花呢织物。花呢织物品种繁多,但组织结构各不相同。那么混色纤维是怎么样形成的呢?道理很简单,纺织厂在纺毛条时采用多重颜色羊毛, 并按一定比例混纺成毛条,然后纺织成不同颜色、不同结构的花呢织物。花呢织物是人们喜爱的服装面料,占服装用织物的80%左右。花呢织物用作织补有其双面性。有利方面:花呢织物颜色“花”,花花绿绿能掩盖织补后质量不足之处,顾客难以看出破绽,看不清织补质量优势。不利方面:①操作者伤视力,挖错丝、做错纹现象较多;②经纬丝 都是混色颜色,二者接近纤维容易调错;③纤维松转有隔花变色现象, 所以织补时切不可忽视这些环节。
4.坯料染色纤维
坯料染色纤维是指成品织物染色后抽丝织补的纤维。雅颂纺织厂有两种不同的成品织物:一种是毛涤染色纺织成品,这种成品织补时抽出的纤维颜色一样;另一种是本白纤维纺织成品染色,称之为坯料染色,这种织物织补时抽出的纤维颜色夹生、花白,织补后痕迹明显。因此,织补时一定要选配与织物相同颜色和纤维粗细相等的丝来织补,这样可弥补由坯料染色造成纤维色花的现象。
5.复染纤维
复染纤维是指织物原来有色,在褪色后复染的纤维。复染纤维一 般用于纺织色牢度差,容易褪色的织物,多采用直接染色、冷染套色等染色工艺。这些织物经过风吹日晒,渐渐褪色,而需要复染改色。像这种织物抽出的纤维来有两种颜色,既有底色,又有盖色。织补时也须选配相同颜色的纤维来织补,弥补客观造成的不足。
6.影条影格纤维
影条影格纤维是指“左”丝纤维。众所周知,条子花呢织物是采用有色纤维,有规律纺织而成的是一种很容易识别的纤维。可是影条影格花呢则不同,影条影格织物是“左”丝纤维起作用而织成的织物。
“左”丝纤维可分:①单股毛“左”丝;②双股毛“左”丝;③四股毛 “左”丝。它们的旋转度可分三种:①低转度“左”丝;②急转度“左” 丝;③强转度“左”丝。[!---empirenews.page--]
低转度“左”丝织物不能引起影条影格明朗化形态。急转度“左”丝 是织物引起影条影格的主要纤维。强转度“左”丝是织物作条子的纤 维,它的特点是强硬、粗壮、弹性足。三种“左”丝纤维共同的特点是织 补时抽出的丝容易打结,这是由纤维特性所定的。既要达到影条影格 清晰明朗,又要在操作时不打结、得心应手,确实有一定的难度。怎么 样能使“左”丝纤维在操作时不打结、不松转呢?唯一的办法就是把需 要用的“左”丝全部抽出,两手在纤维两端捏住,放在蒸汽上冲烫,使打 结的“左”丝纤维膨胀并软化,这样既使纤维不松转,又能操作方便。
7.呢料纤维
呢料纤维又指粗纺纤维。呢料纤维的特点是抽丝织补纤维不牢, 容易断。众所周知,呢料织物绝大多数是由粗单股毛条染色后纺织成 的,在未起绒之前结构都是斜纹或平纹底板,经过整染、缩毛演变为起 绒织物的。由于经过各道环节加工处理,把原来完整的纤维剥去了三 分之一,因此织补时出现了丝难抽、容易断的现象。对此,我们要采取 “能抽则抽,能配则配”的原则,灵活应用^
8.合成纤维
合成纤维又指化学纤维。随着纺织工业的发展,化学纤维已成为 当今纺织工业的主要原料之一,不少织物都是由化学纤维纺织而成的。 织补常见织物有毛涤织物、毛腈织物、毛粘织物、涤棉织物、涤纶织物等。对以上织物纤维的性能特点,以及与织补的关系,简述如下:
毛涤、毛腈纤维,它们的共性都属长丝纤维。它们的特点是拉力强,纤维硬质而挺括。根据纤维的性能、特点,在织补时要正确选择操 作方法,如小洞不宜用盖洞织挟丝织,而宜挖丝放长短针织,可以减少洞边四周厚度,提高织补质量。
毛粘织物属短丝纤维。它的特点是:纤维比毛涤、毛腈纤维软弱,但容易起毛,容易断裂。织补时要不断旋转以增强纤维的牢度。
涤纶织物纤维属长丝纤维。它的特点是:“松”、“散”、“朴”,雅颂织补时有一定难度。既要保持挑压清楚、不挑花针,又要纤维不起毛;既要保 持纤维“松”、“朴”的特点,又要挑压自如、质量好。唯一的办法是织 好横丝后,用22号针挑成一上一下的排列放在横丝中间,这样可挑压伸缩自如,避免挑花针。此针作为引渡针,然后按花纹排列操作 (不宜套壳操作)。如果织物是平纹的话,只要挑一根压丝,另一根引渡即可。这种方法,一则花针少,二则操作速度快,是织补涤纶织物的较好办法。
9.丝绸纤维
丝绸纤维织物大致可分人造丝、真丝纤维两大类。人造纤维的特 点:丝脆、散、牢度差,织补时容易断,容易起毛,容易挑花针,丝又不能 旋转。织补时丝旋紧了就会与原物上的丝不合拍,痕迹明显。碰到此 类织物织补时可采取两种方法:一种是配丝织补;一种是把抽丝小料薄薄地抹上生浆水,等干后再抽丝织补。这样抽出的丝不会松散,根根 完整;同时增强了牢度,挑压便顺。
真丝纤维可分紧丝、松丝两种。所谓紧丝是指“左”丝,松丝是指“补”丝。乔其纱、双绉等织物是由“左”丝纤维纺织而成。絹丝、横锣、直锣、锻类等织物是由“松”丝纺织而成。织补松丝织物可采取抽丝料上浆的办法来抽丝织补,待织好后未修毛前用软刷轻轻刷去浆层,然后再把碎毛修尽即可。织补双绉等紧丝织物,可采取紧丝蒸烫的办法,也可以采取加丝的方法织补。
二、掌握织物经纬丝(横直丝)的松紧
所谓掌握松紧有两个概念。一是织物本身经纬丝松紧的概念;二是织补时如何掌握松紧的概念。这是两个截然不同的概念。织物本身经纬丝根数的多少,纤维的粗细,都会造成织物结构的变化以及紧密度的不同。
下面看看同样周长四厘米方洞,织物本身的松紧度就有差异。
织物名称 横丝(经丝)根数 直丝(纬丝)根数
平纹派力司织物 26根 28根
平纹凡立丁织物 23根 26根
哔叽斜纹织物 28根 32根
新华呢织物 28根 42根
从以上分析可知,从织物本身松紧度来看,总是横丝(经丝)松,直丝(纬丝)紧。这是织物本身的机织规律。
织补破洞时,该如何掌握经纬丝(横直丝)的松紧呢?这是每天都会碰到和必须解决的现实问题。织补破洞时松紧掌握得如何,对织补后质量的优劣无疑是很重要的环节。松紧适当可以减少或者消灭织补 后可能出现的各种毛病。俗话讲:“掌握松紧是关键,质量好坏看松 紧”,可见松紧的重要性。怎么样才算松紧掌握得好呢?概括地讲,织横丝(经丝),应该以洞口挟落的第一根丝为标准,以偏紧为宜。理由是:横丝是被挑压的丝,织好一个破洞要经过许多次反复挑压,以及用大行针别、排,才能织补完成。由于反复挑压、别排,横丝随之而伸长, 这是客观规律。织直丝(纬丝)的松紧以比原丝偏松为宜》理由是直丝是起纹的主要纤维,纹路覆盖着横丝,对织补后质量的优劣起主导作。用。故,织横丝宜紧不宜松,织直丝宜松不宜紧。
下节教程安排——织补方法的简要介绍
雅颂期待你的光临 服务热线:13882137873 联系人:钟波
- 这些是最新的 ・・・・・・
服装精工织补技术连载1—前言织补教程2013-12-24 17:45:55
呢料织物钥匙弯洞精工织补操作程织补教程2014-04-13 22:42:06
影格影条花呢钥匙弯洞精工织补操织补教程2014-04-13 22:40:15
雅颂教你-斜纹、哔叽花呢钥匙弯织补教程2014-04-09 18:26:12
雅颂教你平纹呢钥匙弯洞操作程序织补教程2014-04-09 17:45:54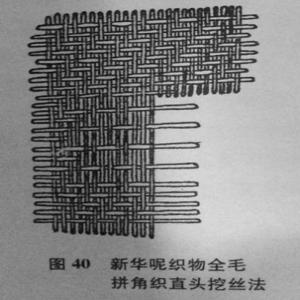
斜纹呢织物精工织补拼织操作程序织补教程2014-04-06 19:30:51
平纹呢织物挖丝精工织补织操作程织补教程2014-04-06 19:25:29
平纹呢织物拼角精工织补操作程序织补教程2014-04-06 19:17:59
平纹呢织物拼丝精工织补的操作工织补教程2014-04-05 12:39:04
织补技术连载14—各类织物操作程织补教程2014-04-04 22:45:14


